Keg and cask labelling
Keg and cask labelling is essential for major brewers, who enforce the use of barcodes that conform to predefined individual company standards. Barcodes are key for traceability of product from brewery to public house and the return of the keg / cask. The label also provides the landlords with mandatory product description and best before date.
The barcode symbology used can be Code 39, GS1 128, and Code 128 ideally printed onto a 100mm x 70mm sized label that is applied to the top surface on the keg / cask. The label media is a unique material that can withstand the transport process and changing weather conditions, yet still be removed during the returns washing process.
Depending on throughput speeds, Logopak offers two types of keg/cask labeller. All equipment is manufactured in-house and does not rely on any third party integration of hardware or software.
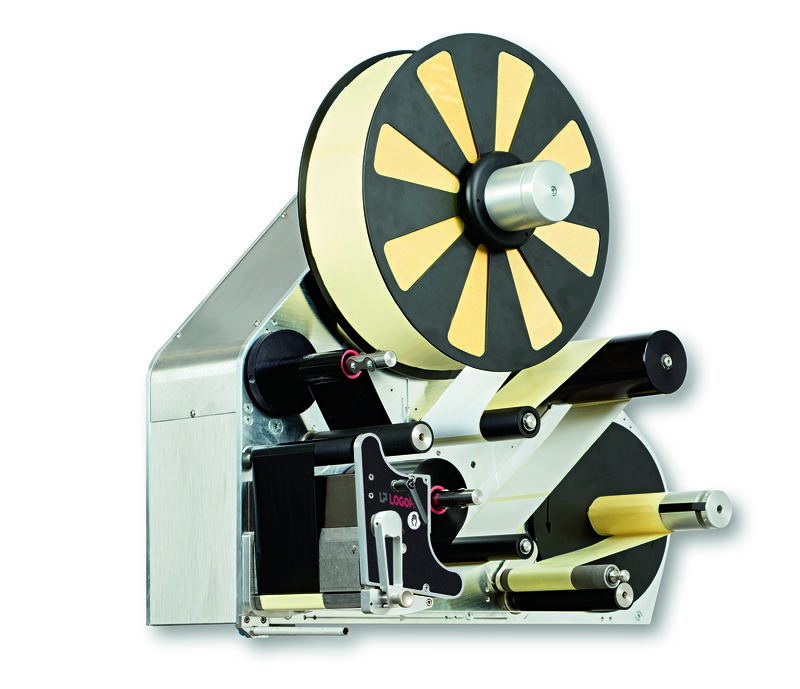
Body 1 Series Keg Labeller
Body 2 Series Keg Labeller

Body 1 Series Keg Labeller
Low cost, high quality keg & cask labeller.
For slow/medium speed label application to keg or cask at up to 16 containers per minute, the Logopak Body 1 print and apply labeller is the ideal machine for applying labels to keg or casks.
The Body 1 provides the end user with industrially built, high quality, German engineered precision labelling equipment at a competitive price.
Features
- 600m media rolls. Label and foil are matched, therefore exhausted at the same time to prevent unnecessary line stoppages.
- Label sizes from 15x15mm to 100x150mm
- Integrated print-head and engine and Dot-shift and SFB technologies extend the life of the print plate.
- High quality manufacture. All Logopak labelling systems are manufactured with an average life span of between 15-20 years leading to low cost of ownership and excellent R.O.I
- Touchscreen operator interfaces. Stand alone operation, or networked to provide the end user with complete connectivity to a multi line control solution.
- Innovative body splitting functionality allowing access to internal drives & belts by releasing one captive bolt, makes maintenance absolute simplicity.
- Wide range of applicator types
- Clearest graphic capability – 107mm wide print head with 12 dots per mm capacity
- Optional scanner for barcode validation
Body 2 Series Keg Labeller
High speed, high quality keg & cask labeller.
For medium/high speed label application to keg or cask at up to 20 containers per minute, the Logopak Body 2 print and apply labeller is the ideal machine for applying labels to keg or casks.
The Body 2 provides the end user with industrially built, high quality, German engineered precision labelling equipment at a competitive price. All equipment is fully manufactured in house and does not rely on any third party integration of hardware or software.
The Body 2 series is now powered by digi-drive technology, where mechanical clutches and belts have been replaced with electronic controls. Fewer wear-and-tear parts means simpler servicing. The handling of labels and ribbons has also been simplified, and shaft encoders allow the operator to plan label roll changes precisely.
Features
- 800m media rolls. Label and foil are matched, therefore exhausted at the same time to prevent unnecessary line stoppages.
- Label sizes from 15x15mm to 150x150mm
- Integrated print-head and engine and Dot-shift and SFB technologies extend the life of the print plate.
- High quality manufacture. All Logopak labelling systems are manufactured with an average life span of between 15-20 years leading to low cost of ownership and excellent R.O.I
- Touchscreen operator interfaces. Stand alone operation, or networked to provide the end user with complete connectivity to a multi line control solution.
- Innovative media cassette splitting functionality the number of threading rollers to be dramatically reduced if a foil media is not required.
- Wide range of applicator types
- Clearest graphic capability – 150mm wide print head for BBE / Batch coding using GS128 barcodes
- Optional scanner for barcode validation
Body 2 Top Apply Keg Labelling
The Body 2 can be fitted with up to a 600mm telescope to apply labels to the top of static or moving kegs. The machine is mounted above the conveyor.
Machine Features
What makes a good keg/cask labeller?
To apply the perfect barcode label consideration for the following items is critical;
- Application. The keg / cask should be stopped on the conveyor for the label application. The label is applied by a telescope / tamp type applicator. The applicator telescope movement should be as short as possible and so the complete machine may have to be automatically raised or lowered to suit the size of the keg / cask. Specially designed soft applicator pads to prevent damage to the labeller and keg/cask are required.
- Real time labelling. One-to-one labelling means there are no pre-printed labels on the label web or loop waiting to be applied. This means real time print data such as sequential number or real time clock data is absolutely accurate. No loop minimises label waste at product change over.
- Consumable stocks. Modern fillers can run up to 1000 kegs/casks per hour and therefore a high speed applicator is required. In this high volume production, the downtime costs are high and therefore label roll capacity should be considered along with easy consumable changes from simple mechanical designs with as few threading rollers as possible.
- Application speed. This can be as low as 10 per minute or as high as 30 per minute dependent on the size/type of Keg/Cask. Any equipment supplied must be capable of achieving the desired speed with contingency should line speeds increase at a later date.
- Reliability. The labelling solution is a critical part of the line process and must provide high degrees of efficiency, reliability, performance and accuracy.
- User Interface & Operation. A simplified User Interface ensures busy operatives can effectively set-up and replenish the labeller. Using standard label designs with pre-configured variable data, which can be recalled, collected, and uploaded locally or across the network. Large TDI touch-screens with intelligent fault finding diagnostics allow any faults to be easily recognised and resolved quickly.
- Barcode Validation / Verification. Barcode quality is key, on line validation in essence records every barcode printed and applied and is the control between the labeller and line PLC to trigger a stop should the barcode fail to be read or fall below the standard for scanning.
- Enclosures. Keg/Cask labelling is installed at the end of most production lines in extremely demanding environments. Dust, dirt, water, steam, and beer are all possible elements that can cause machine failure if allowed to access the print head. In addition, extreme temperatures and high FLT activity can all impact on the reliability of the labeller. To overcome this, a pressurised and heated enclosure is essential.